Titanium is a challenging material in terms of machining technology. Not all types of titanium are the same. Depending on if the material is pure titanium or alloyed titanium machining behavior varies. Therefore Mikron Tool has developed perfectly tailored drills for the respective titanium grades, which guarantee high cutting values, process reliability and excellent hole quality.
Machining the unruly titanium is highly demanding. One of the reasons is the combination of its properties of high elasticity and tensile strength. Because of the high toughness, chip breaking is difficult to realize. Due to its low thermal conductivity, heat is not dissipated from the cutting zone through the chip. In addition, titanium tends to form built-up edges. This all leads to higher wear and reduces process reliability during drilling.
And drilling in titanium is much more challenging than milling. The viscoelastic property of titanium causes the drill to stick, and the pressure on the cutting edges increases. This usually leads to uncontrolled drill breakage. Material sticking on cutting edges and guide chamfers increase cutting forces, as a result of which the cutting edges can break out. Moreover, the chip shape is also problematic. This is because the titanium chips tend to compact in the head area and prevent further chips from flowing in. The high temperature load on the cutting edges is an additional complicating factor.
To reduce the heat in the cutting zone, the cooling lubricant must reach the machining zone directly. Two cooling channels with very large cross-sections carry massive amounts of coolant to the drill tip and guarantee constant cooling including lubrication of the cutting edges. At the same time, the massive coolant jet flushes the chips through the polished flutes and prevents chip jams. The patented special shape of Mikron Tool's cooling channels enables a 4 times higher volume of coolant to be shot through the tool at the same pressure.
But that's not all. "Not all titanium is the same," says Markus Schnyder, president of Mikron Tool International. "If you want to machine this material efficiently, you have to know it down to the smallest detail. In our development work, we examined various test materials and discovered that the different grades of titanium are extremely different from each other, which is of utmost relevance for their industrial machining. Pure titanium (grades 1-4) is characterized by high corrosion resistance but has lower mechanical strength. Alloyed titanium (grade 5 and higher) has high strength but low ductility. Getting to grips with these differences in terms of machining technology is a stroke of genius. Our passion and the knowledge gained brought us – as of today – a perfect solution: two specific geometries, one for pure titanium grades and one for titanium alloys. In this way, we guarantee perfectly controlled chip removal, high drilling speeds and repeatable processes with optimum drilling quality for these difficult titanium materials.
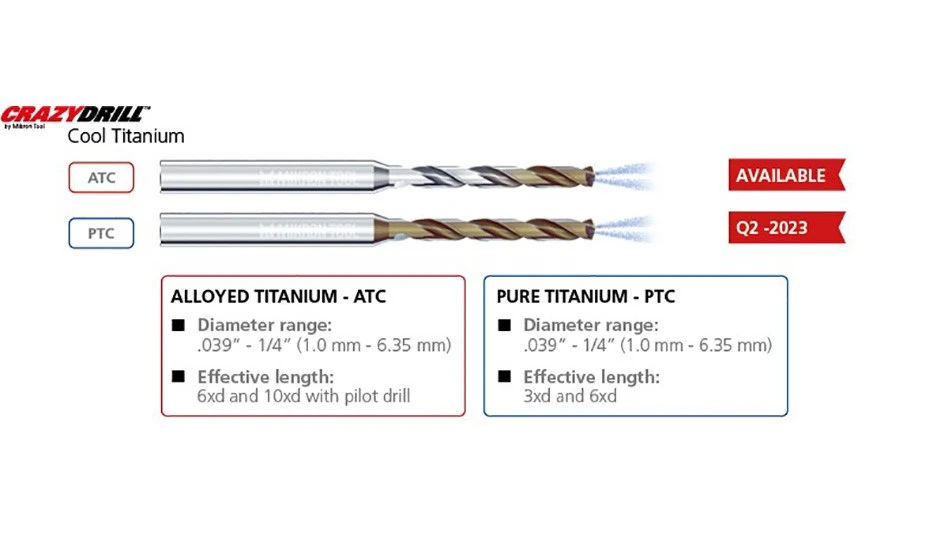
The new Crazy Drill Cool Titanium series (ATC for alloyed titanium and PTC for pure titanium) is offered in the diameter range of .039" – 1/4" (1 - 6.35 mm). For pure titanium, Mikron Tool developed short drills with 3 x d and drills with 6 x d. For titanium alloys, Mikron Tool relies on drills with 6 x d and 10 x d in combination with a pilot drill.