Metal is often the material of choice due to its strength relative to its cross sectional area. Stainless steel (300 series) is a common alloy used, due to its stain, corrosion, and rust resistant properties. The medical device industry has seen explosive growth for years, particularly of those devices required for performing minimally invasive surgery (MIS). Patients prefer MIS because it is less painful and usually involves a speedier recovery. Doctors favor it because it minimizes bleeding, scarring, and chances for infection. Hospitals like these procedures because they can increase their day surgery practices. In addition, insurance companies support them for all of the above reasons, which generally result in lower costs.
Metal is often the material of choice due to its strength relative to its cross sectional area. Stainless steel (300 series) is a common alloy used, due to its stain, corrosion, and rust resistant properties. The medical device industry has seen explosive growth for years, particularly of those devices required for performing minimally invasive surgery (MIS). Patients prefer MIS because it is less painful and usually involves a speedier recovery. Doctors favor it because it minimizes bleeding, scarring, and chances for infection. Hospitals like these procedures because they can increase their day surgery practices. In addition, insurance companies support them for all of the above reasons, which generally result in lower costs.
The highly engineered devices used in MIS are really an assembly of numerous complex and robust components, working in unison to be part of a safe, reliable, economical, and user-friendly tool. Metal is still very much the material of choice in applications where strength, rigidity, or hardness is a factor, despite its economic disadvantages compared to plastic.
According to the Judson A. Smith Co., a Boyertown, PA-based subsidiary of ATW Companies that specializes in fabricating and machining of metal tubing and assemblies used in MIS devices, manufacturability is the factor that can make or break the economic viability of a particular medical device. Device designers may already have specifications on drawings, but frequently there are ways to make modifications to get to an end product produced via a reliable, repeatable, scalable, and economical process.
Metal Tubing Importance
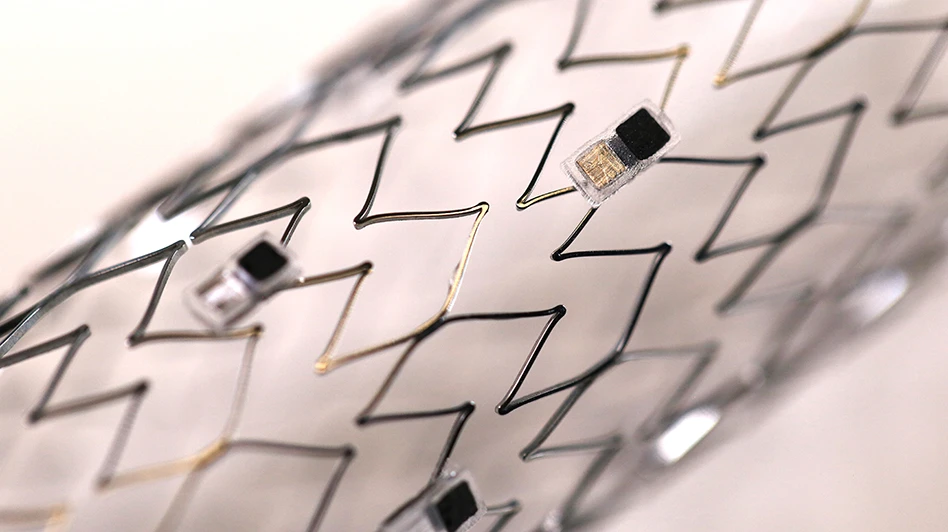
The MIS procedure usually starts with a tube, either plastic or metal piercing the abdominal wall. It is through these ports that all subsequent devices pass. Typical devices used in these procedures are a light fixture, camera, and instruments to conduct the particular procedure. Often used in the trocar for placing ports in the body, as well as the structural support for many of the instruments, are metal tubes. Metal is often the material of choice due to its strength relative to its cross sectional area. Stainless steel (300 series) is a common alloy used, due to its stain, corrosion, and rust resistant properties.
Unlike very fine hypotubes, like those used for penetrating a vein or artery, the diameter of metal tubing for minimally invasive surgery devices is usually larger, typically 1/8" to 3/4" in diameter. The compromise is between the need to minimize the size of the port in the body while still allowing room for the instruments to pass through. This is where metal tubing comes into play. Tubing processed to very exact tolerances provides a skin and skeleton for the instrument, allowing it to pass through the ports while providing a maximum amount of space for the internal working components. In some cases, the tube is also an integral part of the working components. It is critical to process metal tubing to meet the stringent medical quality level that complies with the orthopedic and medical device requirements contained in ISO 13485.
In addition, beyond that, another key to success is the ability to design tubes for manufacturability. Obtaining good surface finishes, tight dimensional tolerances, and going from a prototype to an economically producible volume that may number into the tens of thousands is challenging.
Designing for manufacturability (DFM) can be like playing chess. The tube fabricators have to think three or four moves ahead in process development to provide economical, quick-to-market product delivery to customers. Of course that means getting involved in the early stages of design, where prototypes play an important role in the process.
Judson A. Smith Co., which manufactures custom and precision tubing delivering highly specialized tube fabrication and machined component manufacturing, entered the medical device market by providing heat exchange tubing for blood oxygenators in the early 1980s. By the late 80s they were producing products for major medical device OEMs and market leaders in minimally invasive arthroscopic instrumentation. Currently, more than 80% of the company's manufacturing is in the medical device industry. The company meets the orthopedic and medical device requirements contained in ISO 13485, which enables it to meet FDA requirements that flow down to the supply base.
Step by Step Process
 Unlike very fine hypotubes, like those used for penetrating a vein or artery, the diameter of metal tubing for minimally invasive surgery devices is usually larger, typically 1/8" to 3/4" in diameter. "The success of the tubing portion of these complicated medical devices is improved if the tubing company is involved in the project from the initial concept to full production," says Robert Kelly, engineering manager, who adds that the company relishes the design challenges of both small and large projects. "Problem solving is a big part of our service, and we specialize in really submersing ourselves in the application to come up with design solutions to assist our customers moving from design concept to market."
Unlike very fine hypotubes, like those used for penetrating a vein or artery, the diameter of metal tubing for minimally invasive surgery devices is usually larger, typically 1/8" to 3/4" in diameter. "The success of the tubing portion of these complicated medical devices is improved if the tubing company is involved in the project from the initial concept to full production," says Robert Kelly, engineering manager, who adds that the company relishes the design challenges of both small and large projects. "Problem solving is a big part of our service, and we specialize in really submersing ourselves in the application to come up with design solutions to assist our customers moving from design concept to market."
According to Kelly, the key steps involved in precision tubing for medical devices include print evaluation, internal discussion, quotation, and prototyping, while designing for manufacturability.
Print evaluation fosters communication and idea sharing. The first step in the process is print evaluation, which includes communication with the design engineer, open discussions on what the application is for, how to achieve the goals, and recommendations for any changes. The design engineer may have only a concept, or may have gone as far as finalized prints. At this beginning stage, the tube fabricator conducts a dialog to discuss not only what is on the drawing, but possible solutions or alternate ways to get to the end product.
"We frequently work with device engineers early in the process to understand how our component functions in the finished device, and use our experience in the industry to offer alternatives that improve the design," Kelly says.
Internal discussion and quotation process refines the design. After evaluating the print and incorporating feedback from the print evaluation stage, there is an open discussion with the customer that should include all facets of the manufacturing, including engineering, purchasing, production, and quality. These back and forth conversations usually center on methods and techniques to form and shape components at the lowest possible cost, while preserving process capability.
Production Manager Troy Graff notes that sometimes the customer's original design just cannot be manufactured cost effectively. Judson's cross-functional support teams review the plans, and offers solutions based on their experience with similar parts. The company's tool room can also build tooling and fabricate parts to assist in this process.
Prototyping the design – manufacturability is the goal. If a picture is worth a thousand words, then a prototype part is worth a million. Prototyping and short runs are important in the design process. A good prototype gives the design engineer something in their hands to touch and feel, allowing them to get a handle on the concept.
Kelly notes that manufacturing a part that is close to the concept under discussion gives the engineer a good idea of what a part looks like and how it will work in the device. If the drawing has any weaknesses, developing a prototype gives the team an opportunity to discuss the situation with their engineers and perhaps improve the design.
"Engineers are receptive to this interaction, and we are usually able to get a quick turnaround for getting the prototype into their hands," says engineering manager Robert Kelly.
The key here is that the person making the initial prototype part is simultaneously thinking about the manufacturing process that would be necessary to make hundreds of thousands of the part. For example, the company used a DFM process as part of the development of a unique forming machine to construct a fabricated tube, which is used to pierce the skin and serve as a porthole into the body cavity for a variety of laparoscopic procedures. Along with being a design improvement, the solution provided a cost structure to support the new design, keeping the cost of goods sold to a minimum. Without the improvement, the part would have been too costly to manufacture.
Another example is a surgical device for a leading dental device manufacturer. The company has been working on a series of prototypes for a specialized tube for one of their instruments, in which clearance and spacing between components is critical.
During prototype development, engineers created a variety of styles to hold the center and found some performance characteristics that were an issue – the device resonated, creating too much noise. They experimented with different ways to hold the inner tubes apart for the outer tube that would be less noisy, and are now poised to begin manufacturing of the device.
Precision Machining
 The compromise is between the need to minimize the size of the port in the body while still allowing room for the instruments to pass through. Often used in the trocar for placing ports in the body, as well as the structural support for many of the instruments, are metal tubes.In addition to the tubes used in the minimally invasive medical devices, precision machining of complex parts and assemblies while maintaining tight tolerances is an industry focus. This segment caters to orthopedic instrumentation and implantation, including knee and hip replacements, spinal surgery, trauma procedures, and more.
The compromise is between the need to minimize the size of the port in the body while still allowing room for the instruments to pass through. Often used in the trocar for placing ports in the body, as well as the structural support for many of the instruments, are metal tubes.In addition to the tubes used in the minimally invasive medical devices, precision machining of complex parts and assemblies while maintaining tight tolerances is an industry focus. This segment caters to orthopedic instrumentation and implantation, including knee and hip replacements, spinal surgery, trauma procedures, and more.
The company does both in house machining and tubing fabrication, giving them a particular expertise in devices that have both machined and tube components and assemblies, as they find the best way to marry them together.
"Combining tubing and machining for a MIS instrument gives the customer a cost-effective way of getting an assembly, and also usually results in better lead times than using two different suppliers," says Judson Smith's sales and marketing manager John Shields.
Innovative Applications
The medical device industry is bursting with ideas for innovative applications that will require tubing or laser cutting. New areas include minimally invasive orthopedics devices, including those for hips, knees, and spines, as well as devices used in inter-cranial cavities, for example bone shavers for the nasal and sinus areas.
It is an area of infinite possibilities, especially for Judson A. Smith Co., which has machining tube fabrication and a broad range of complimentary process capabilities. This breadth and flexibility enables them to draw upon numerous resources for solving industry challenges as they present. By keeping all the processes in house, the company reports that they can give customers better control over project management, as well as ensure one unified quality control system.
The company approaches these medical device tubing and machining projects with a customized, personal touch and approachable work force, which is appealing to design engineers developing new devices.
According to Shields, "Our years of quality delivery and performance, combined with experience providing design development advice, quick turnaround prototypes, and assistance in design for manufacturability provides customers one place for specialized capabilities."
Judson A. Smith Co.
Boyertown, PA
judsonsmith.com

Explore the October 2011 Issue
Check out more from this issue and find your next story to read.
Latest from Today's Medical Developments
- Take control of your manufacturing business despite supply chain turmoil
- Strengthening the defense maritime industrial base for national security, economic resilience
- Hacker-proofing smart implants
- Register now to learn solutions for high-temperature aerospace machining challenges
- Expertise on machining, joining offered in April’s Manufacturing Lunch + Learn
- Incredible Machine works on the Rube Goldberg principle
- FAULHABER’s metal planetary gearhead family
- Aerospace Industry Outlook - Spring 2025, presented by Richard Aboulafia