Traditionally, inspection of parts is done offline with a CMM, which is timeconsuming and expensive. Parts must be moved from the machine to the inspection department; acclimated to the temperature before measurement; and if re-machining is required, the parts must be returned to the machine. Although on-machine inspection was first used about 20 years ago, only during the last few years has it gained substantial and growing acceptance. This is because today's machine tools meet higher tolerances and with 3D volumetric calibration, a machine tool can provide the same accuracy as many CMM's.
According to Steve Mann, president, North American Operations, M&H Inprocess USA, Inc., "The biggest question that had to be resolved is how can the machine that cut the part also inspect the part?" The implication is that the machine tool is likely to repeat the same errors made measuring the part as when cutting the part. So, any positioning errors that occurred during machining are very likely to be repeated during inspection.
By using 3D volumetric calibration, a machine can render a machine tool with the accuracy to meet the gauge rule. An important distinction is that 3D volumetric calibration is not linear calibration of three axes. 3D volumetric calibration considers the relationship between the axes, including measurement of straightness and squareness. To better understand 3D calibration, it's important to understand machine tool positioning errors.
MACHINE TOOL POSITIONING ERRORS
Machine movement is very complex. For example, there are six errors for each axis of motion, including three linear error and pitch, yaw and roll angular errors.
For most CNC machine tools, linear displacement errors or lead-screw pitch errors can be measured by a laser system and compensated by the controller. Squareness errors grow as the spindle travels away from the line of travel that had been compensated for pitch errors. Straightness errors, where the guide way is not perfectly straight, usually caused by weight shifting or overhanging during axis travel, may cause straightness errors leading to positioning errors. Thermal expansion and distortion errors, where temperature change causes the lead-screw to grow and/or the temperature gradient to distort machine geometry, also cause positioning errors.
3D VOLUMETRIC CALIBRATION
Using a conventional laser interferometer for measuring the straightness and squareness errors requires a prohibitive amount of time, which led to the development of the body diagonal displacement method for a quick check as defined by ASME B5.54 and ISO 230-6.
For years, the Body Diagonal Displacement Method has provided a quick check of volumetric error with good results. Since these measurements are relatively simple and quick to make, cost and machine downtime is minimized. However, the body diagonal method provides only four sets of data and measures 12 sets of errors, which is not enough information to determine the source of the errors. This led to the development of the Sequential Step Diagonal Measurement or Laser Vector Technique developed and patented by Optodyne Inc.
THE SEQUENTIAL STEP DIAGONAL MEASUREMENT OR LASER VECTOR TECHNIQUE.
The laser vector measurement technique is based on the premise that the laser beam direction (measurement direction) is not parallel to the motion of the linear axis.
The measured displacement errors are sensitive to the errors both parallel and perpendicular to the direction of the linear axis. More precisely, the measured linear errors are the vector sum of errors: the displacement errors (parallel to the linear axis); the vertical straightness errors (perpendicular to the linear axis); and horizontal straightness errors (perpendicular to the linear axis and the vertical straightness error direction). By collecting data with the laser beam pointing in four different body diagonal directions, all 12 types of errors are identified. Since the errors of each axis of motion are vectors with three perpendicular error components, this measurement is called a vector measurement technique.
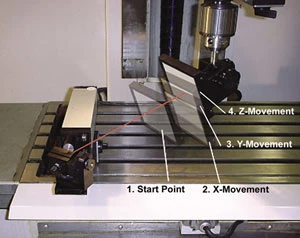
A conventional body diagonal measurement of all three axes moves simultaneously along a body diagonal and collects data at each preset increment.
The sequential step diagonal measurement method differs from the body diagonal displacement measurement in that each axis moves separately in sequence and the diagonal positioning error is collected after each separate movement of the X-axis, Y-axis and then Z-axis. This allows three times the amount of data to be collected and allows the positioning error for each separate axis movement to be measured.
With the sequential step diagonal measurement method, the trajectory of the target is not a straight line. However, a Doppler- based laser calibration system is very tolerant of these lateral movements.
"The Optodyne method is a certified process that is used in CMM's," says Mann. "If you apply the same technology to a machine tool, then you've gone from CMM certification to CMM certification of the machine tool. Add a probing system, and there is a very small gap between production and inspection instead of an enormous wall. Also, accuracy increases as does productivity."
DOPPLER-BASED LASER CALIBRATION
A Laser Doppler Displacement Meter (LDDM), using a single aperture laser head and a flat-mirror as target, can tolerate large lateral deviation, because any lateral movement or movement perpendicular to the normal direction of the flat-mirror will not displace the laser beam. Therefore the alignment is maintained. After three movements, the flat-mirror target moves back to the center of the diagonal again.
ERROR COMPENSATION TABLES
Most CNC machine tools have software available for on machine inspection, enabling a probe to replace the cutting tool in the spindle.
This allows the machine to be utilized as a CMM for collecting dimensional data of a part. With a 3D volumetrically calibrated CNC machine tool, the volumetric positioning errors can be tabulated as lookup tables or compensation tables for the software to correct measured probe positions. Employing volumetric error correction to eliminate inherent errors in the machine tool geometry and positioning achieves accurate dimensional measurement.
"We see more customers going beyond the probing systems we supply into full measurement and calibration of the machine tool," says Mann. "The advantage of a machine that is certified to a standard that complies with inspection department requirements is that a million-dollar machine becomes a million dollar CMM, which can dramatically increase performance."

Explore the October 2007 Issue
Check out more from this issue and find your next story to read.
Latest from Today's Medical Developments
- Arcline to sell Medical Manufacturing Technologies to Perimeter Solutions
- Decline in German machine tool orders bottoming out
- Analysis, trends, and forecasts for the future of additive manufacturing
- BlueForge Alliance Webinar Series Part III: Integrate Nationally, Catalyze Locally
- Robot orders accelerate in Q3
- Pro Shrink TubeChiller makes shrink-fit tool holding safer, easier
- Revolutionizing biocompatibility: The role of amnion in next-generation medical devices
- #56 Lunch + Learn Podcast with Techman Robot + AMET Inc.





