Aero Components is a contract machining firm that uses mill-turn machines to produce complex and precision components for the medical industry. The company's machinists, who produce their own computer numerical control (CNC) programs, were less than satisfied with the previous CNC software because its milling strategies were limited and its programs ran at less than optimal speed. The company switched to ESPRIT Mold from DP Technology because of its broader range of milling strategies and its ability to optimize the speed at which the resulting code runs on the machine. This new CAM software has helped to substantially reduce the amount of time required for programming, while increasing the productivity of the company's CNC machine tools.
LIMITATIONS OF PREVIOUS PROGRAMMING SOFTWARE
The majority of the parts produced by Aero Components are for surgical instruments. The company uses 13 multi-tasking Mazak Integrex's and two Mazak Multiplex millturn machines, as well as several lathes, horizontal and vertical mills, and two EDMs. The CAM software previously used by the company offers only two types of toolpaths, Z-level and planar machining. In Z-level machining, the cutter starts at the top of the part and goes around it while stepping down each revolution. In planar machining, the cutter goes back and forth in parallel lines to, for example, rough out a pocket.
Another concern with the previous software was that it did not address the full capabilities of the 5-axis Integrex machines, such as its ability to rotate the mill spindle that all but the simplest programs required and the part at different angles. This meant manual editing before they could be run. The programs produced by the previous CAM software also ran considerably slower than the machine's capability. The problem was that the software would generate paths with a large number of intermediate points spaced very closely together. The machine's control could not process the points fast enough, resulting in very large programs and more machine wear. These calculations often could not be processed before the last motion was completed, idling the cutting tool while the calculations were being completed, which effected the finish quality.
SELECTION AND IMPLEMENTATION OF NEW SOFTWARE
A team of Aero Components machinists evaluated the product lines of several leading CNC programming software developers. "We were impressed with ESPRIT Mold from DP Technology because it makes it easy to program complex toolpaths," said Keith Woodhouse, machinist for Aero Components. "ESPRIT Mold is built to take full advantage of the capabilities of 5-axis mills and the latest mill-turn machines, particularly with its 3+2 feature, which makes it easy to rotate the tool and/or the workpiece to accommodate milling in up to five axes. This CAM software also offers a much wider range of milling strategies than I have seen in other software, which improves the productivity of machining options. Finally, the CAM software package generates programs that run substantially faster than programs created with conventional software because they waste much less time cutting air, advancing and retracting, and idling while the machine control is calculating moves."
The initial stage of the implementation process was challenging because ESPRIT Mold was a relatively new product to North America, and posts were not yet available for their Integrex machines with the 640MTPro and the new Matrix controls. "DP Technology pulled together a team of software developers and application engineers that went to work immediately developing the posts," Woodhouse said.
PROGRAMMING EXAMPLE
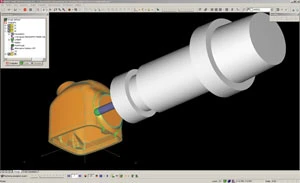
Because ESPRIT Mold software is used only for milling, Woodhouse first used the conversational programming on the Integrex to execute turning, drilling and boring functions. Tony Lugard, a fellow Aero Components machinist, then used CAD to patch unnecessary geometry before importing the resulting geometry. Next, Lugard refined the CAD model to display the few simple, required turning operations done on the machine controller. He then created an STL file of the lathe work and returned it to Woodhouse. Woodhouse imported the resulting geometry into ESPRIT Mold, along with the finished part geometry, and by overlaying the two models, could easily see what metal needed to be removed from the workpiece.
Woodhouse created toolpaths to mill out the inside of the part. For each toolpath, he selected a tool and defined its diameter, length, tool holder, and speeds and feeds. He selected a 3/8 conventional end mill and used the Z-level roughing toolpath. The software automatically created a path that roughed out as much of the inside as the tool could reach without cutting areas that had been drilled and bored previously as defined by the STL file. Woodhouse then switched to a ¼-inch ball nose end mill. The software generated a routine that roughed out the rest of the part. While nearly all CAM software packages would have created a toolpath that followed the entire contour of the part, ESPRIT Mold first determined which areas required further roughing by looking at the current rest material after previous operations and moved the tool rapidly between these areas without cutting air, providing a substantial reduction in cycle time.
The previous CAM software was not capable of accessing the B-axis and the C-axis, so it was necessary to move these axes by manually editing the G-code program produced by the old software. This process was time consuming and prone to errors because the toolpath could not be verified graphically.
ESPRIT Mold, on the other hand, enables the programmer to create workplanes that involve rotating either the tool or the part and then generating code to move the machine into the workplane as required for machining. The programmer sees the tool, tool holder and part in the proper orientation on the screen and can graphically generate the toolpath. This saves time and makes it much easier to ensure that the program is correct. Woodhouse moved the rotational axes into position, tried out the cut, and was quickly able to see if there was any interference between the part and the toolholder.
WIDE RANGE OF TOOLPATHS
Woodhouse created ten different toolpaths to rough out the part, using most of ESPRIT Mold's wide range of machining strategies. Z-plane concentric roughing optimizes the toolpath based on the results of the previous machining cycle, eliminating air cutting and minimizing retract movements. Highspeed Z-level finishing cycles generate passes of variable height in support of a constant scallop height to produce a highquality finish.
Planar zone re-machining provides zigzag or concentric toolpaths. The clearance distance from walls is independently controlled and may be different from clearance used with respect to the stock. In concentric milling with constant stepover strategy, ESPRIT Mold produces a toolpath inside a closed curve, avoiding any number of islands. Multiple machining strategies can also be combined.
The program generated by ESPRIT Mold produces the camera housing in 53 minutes, a reduction of 27%. These savings were achieved in spite of the fact that the newer version of the part has more complicated geometry.
The savings were achieved because of the more efficient roughing operations generated by ESPRIT Mold. The more efficient code generated by the software reduces the number of intermediate points without affecting surface finish. The surface finish of the parts produced with the new CAM software is even better than that produced with the old software. "ESPRIT Mold has helped us substantially reduce our machining costs and take on complex jobs that would have been impossible in the past," Woodhouse concluded.

Explore the October 2007 Issue
Check out more from this issue and find your next story to read.
Latest from Today's Medical Developments
- Arcline to sell Medical Manufacturing Technologies to Perimeter Solutions
- Decline in German machine tool orders bottoming out
- Analysis, trends, and forecasts for the future of additive manufacturing
- BlueForge Alliance Webinar Series Part III: Integrate Nationally, Catalyze Locally
- Robot orders accelerate in Q3
- Pro Shrink TubeChiller makes shrink-fit tool holding safer, easier
- Revolutionizing biocompatibility: The role of amnion in next-generation medical devices
- #56 Lunch + Learn Podcast with Techman Robot + AMET Inc.





